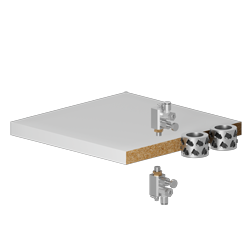
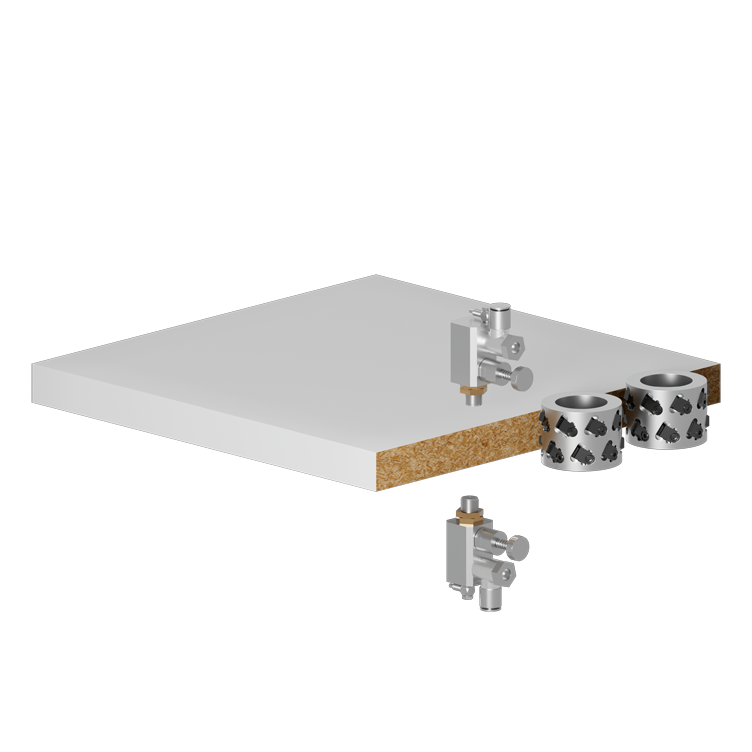
In der Formatierungszone wird Ober- und Unterseite der Trägerplatte vor den Fügefräsern mit dem Trennmittel LPZ/II besprüht. Der Schmelzkleber kann dann in den weiteren Prozessschritten nicht mehr an den Plattenoberflächen anhaften.
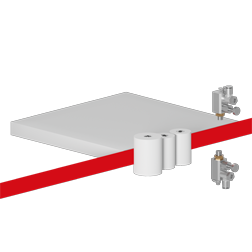
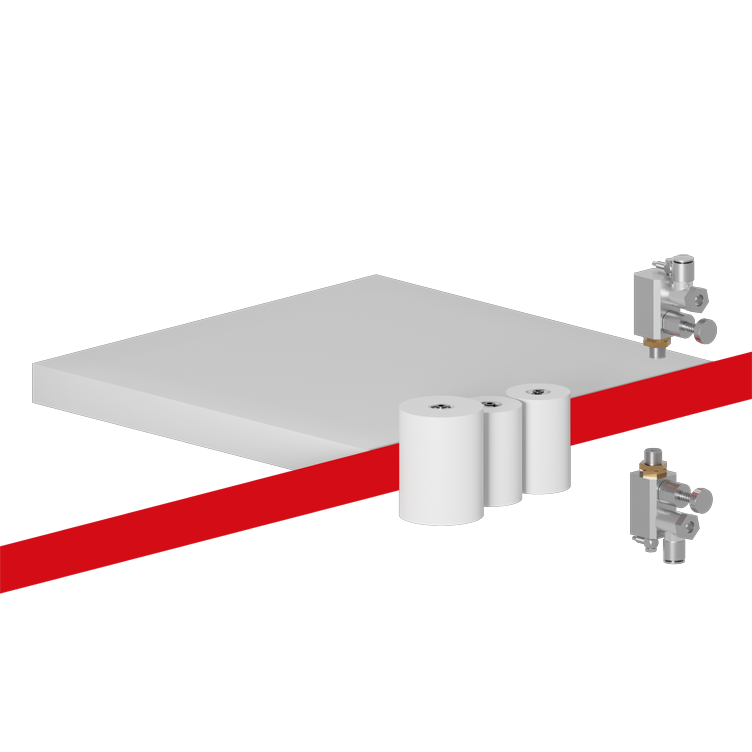
In der Leim- und Druckzone sorgt das antistatische Kühlmittel dafür, dass die noch heiße Klebstofffuge sowie Kante nach der großen Andruckrolle möglichst schnell abkühlen. So kann der überschüssige Klebstoff sowie der Radius der Kante im nächsten Schritt sauber abgefräst werden.
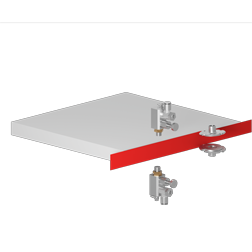
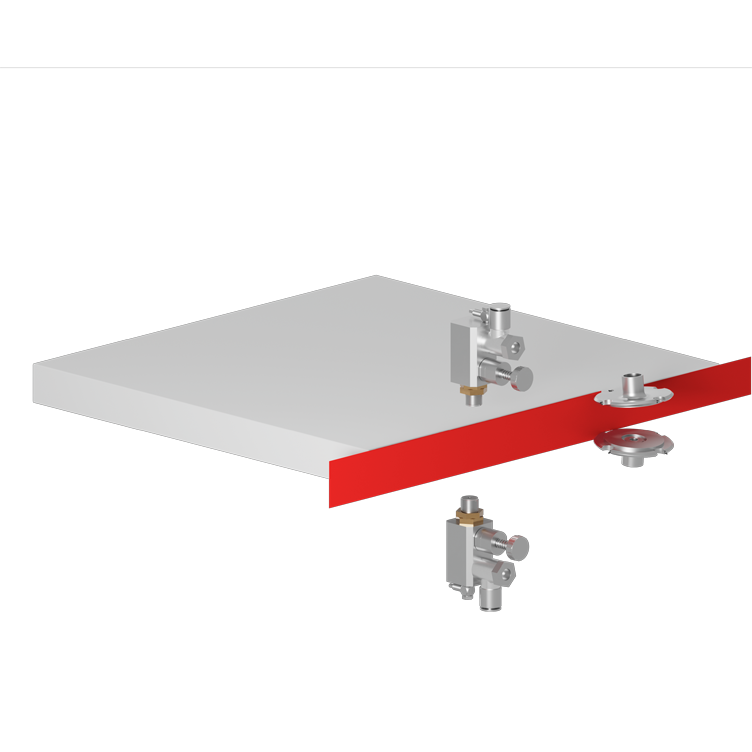
Damit Fräser und Ziehklingen in der Nachbearbeitungszone optimal arbeiten und Kanten mit Schutzfolie problemlos bearbeitet werden können, haben viele Maschinen vor der Nachbearbeitung eine weitere Sprühstelle. An dieser Stelle bietet Riepe das Trenn- und Gleitmittel NFLY an.
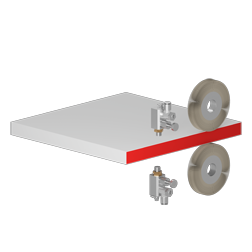
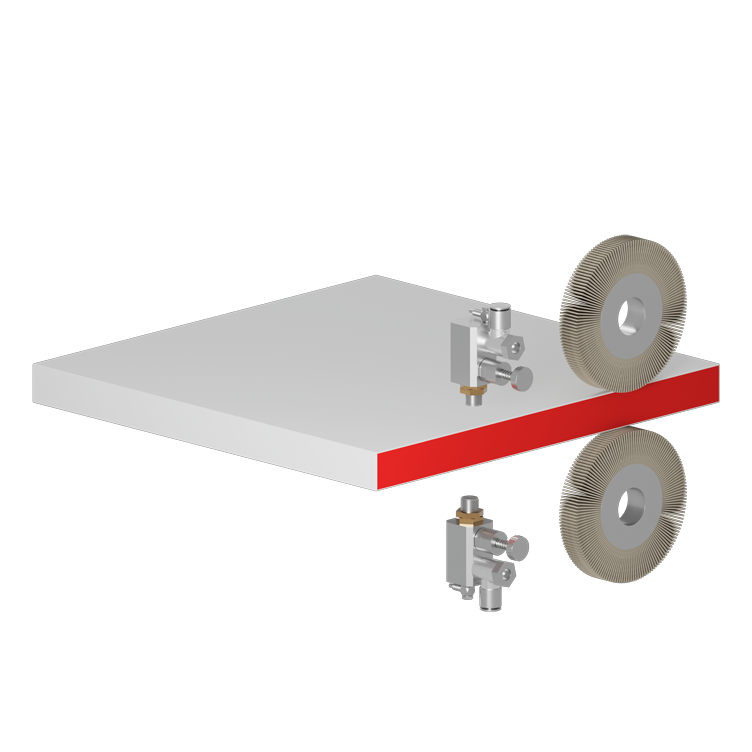
In der Finish-Zone vor den Schwabbelscheiben wird dann das Reinigungsmittel LP 163/93 zweiseitig auf die Trägerplatte aufgesprüht. Der aufgetragene Reiniger entfernt in Verbindung mit den Schwabbelscheiben alle prozessrelevanten Flüssigkeiten sowie Klebstoffreste von der Oberfläche. Für Maschinen, die mit dem modernen „Texture Finish“-Trennmittelsprühsystem ausgestattet sind, gibt es bei OSTERMANN zudem das Trennmittel Riepe Texture Fluid TF25.